■Feature:Handheld & portable
■ Drive:Pneumatic hydraulic cylinder
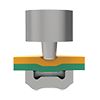
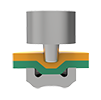
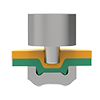
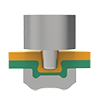
■ Main part:
1.Split type pneumatic hydraulic cylinder
2.Clamp body
3.Supercharger
4.Suspension arm
5. Balancer
| Part Number | Max. Capacity | A | D | H | ||
| KN | T | |||||
| CRH03 | 45 | 45 | 4.5 | 28.5 | 40 | 27 |
| CRH03 | 45 | 45 | 4.5 | 35 | 60 | 27 |
| CRH03 | 75 | 75 | 7.5 | 118 | 110 | 45 |
| CRH03 | 75 | 75 | 7.5 | 118 | 160 | 45 |